


















| PART No. | PRODUCT NAME | MSRP(USD) | |
|---|---|---|---|
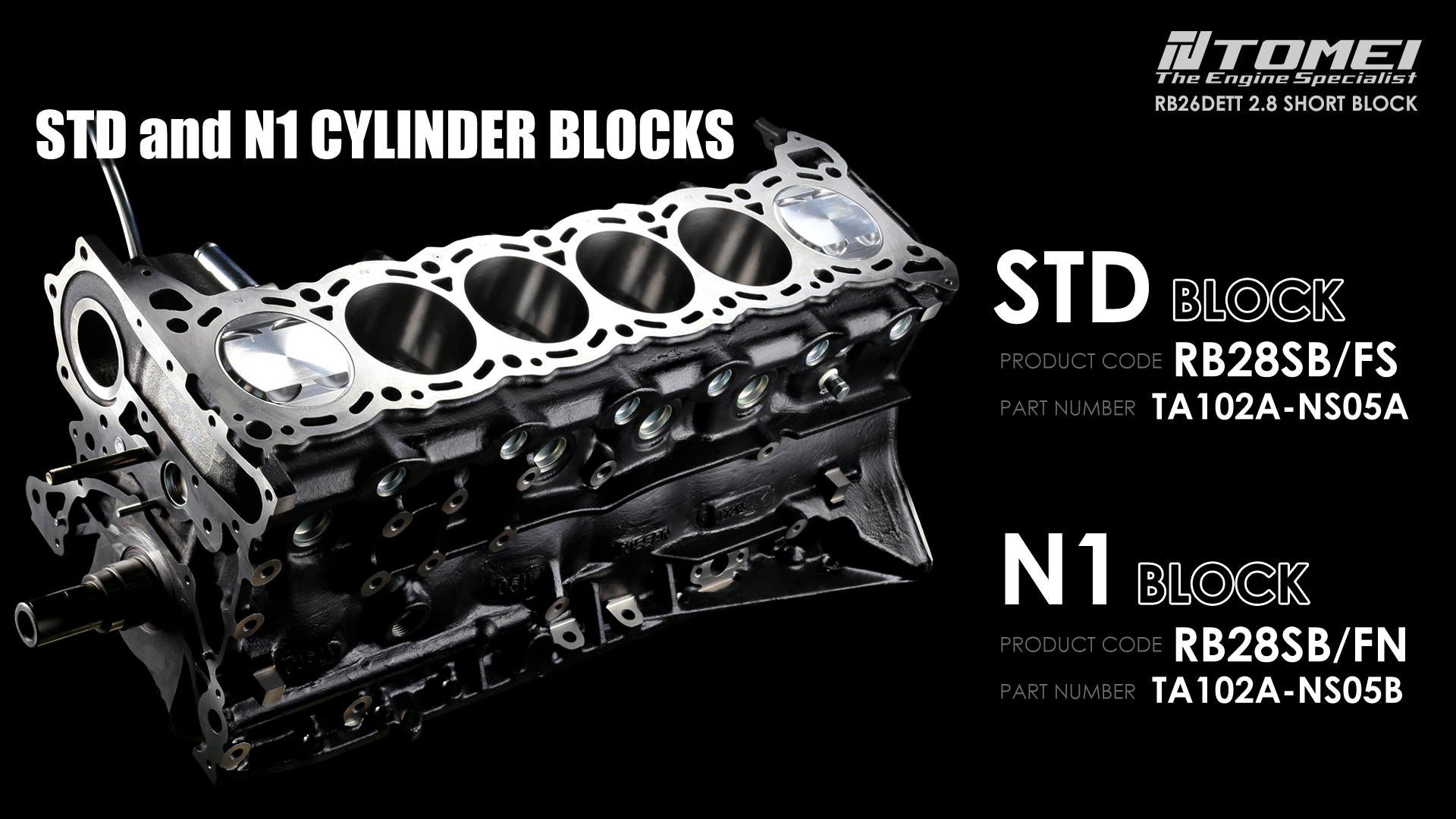
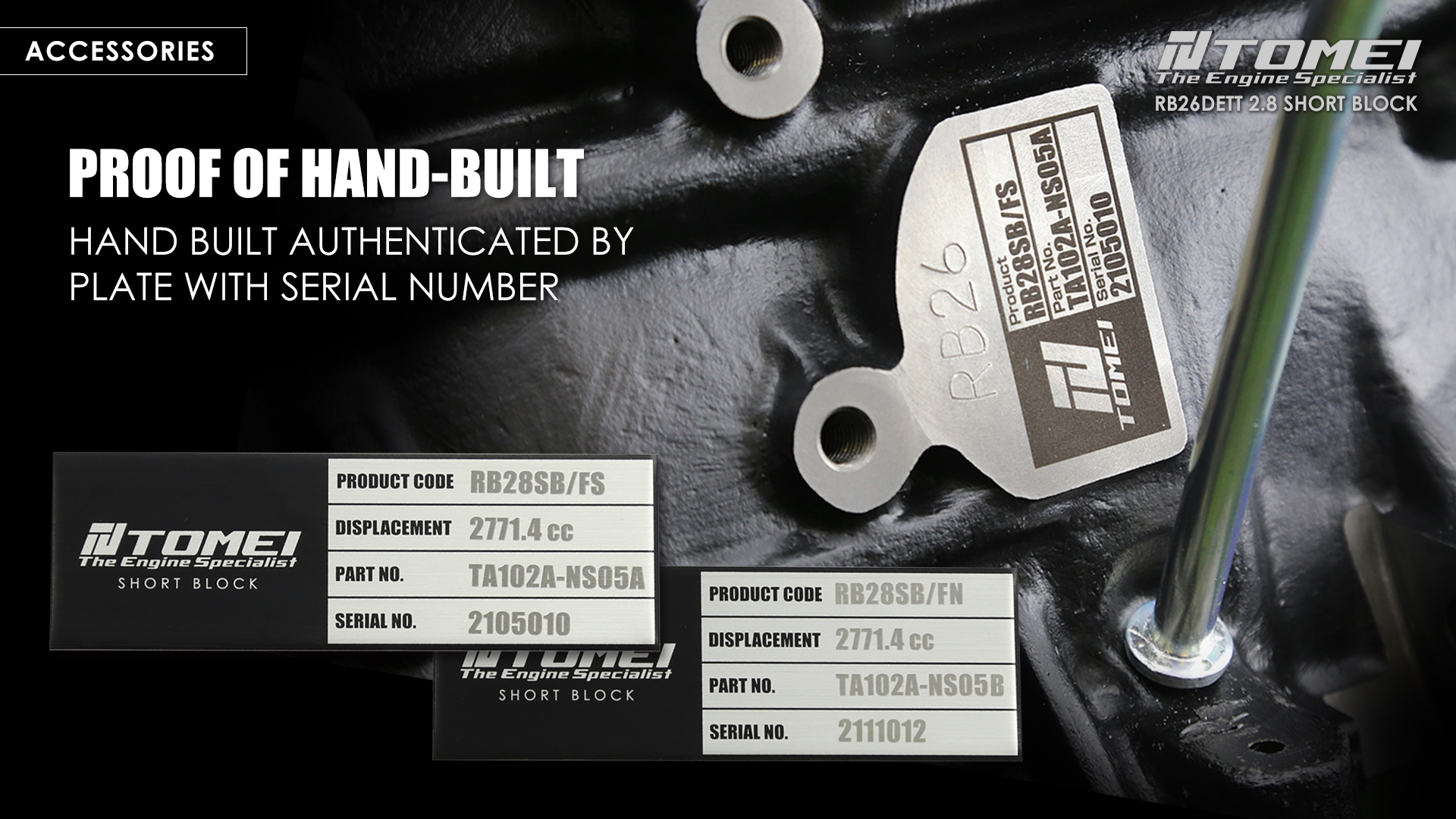
| TA102A-NS05A | $15,000.00 |  |
|
| TA102A-NS05B | $20,000.00 |  |

| PART No. | PRODUCT NAME | MSRP(USD) | |
|---|---|---|---|
| TA102A-NS05A | $15,000.00 | |
|
| TA102A-NS05B | $20,000.00 | |